

动力电池极耳激光焊接工艺实验分析总结
- 发布时间:2017-12-25
- 访问量:115
动力电池极耳激光焊接工艺实验分析总结
实验目的:
将4片0.2mm极耳(铝或铜镀镍极耳)叠在一起,焊接在铝或铜极柱上,达到焊缝平滑的效果。
采用的实验系统:
|
激光器 |
YLS-4000 (100um光纤) |
|
模式 |
CW 连续 |
|
激光头(喷嘴) |
D50 (输出功率高达50kW) |
|
焦距 |
FC=200,FF=250mm |
|
数控平台或机器手 |
四轴运动平台 |

采用的实验材料:
|
材料牌号 |
铝片,铜镀镍片,铝极柱 |
|
形态(板,块,丝) |
板材 |
|
尺寸 |
0.2mm极耳,1mm极柱 |

实验结果:
|
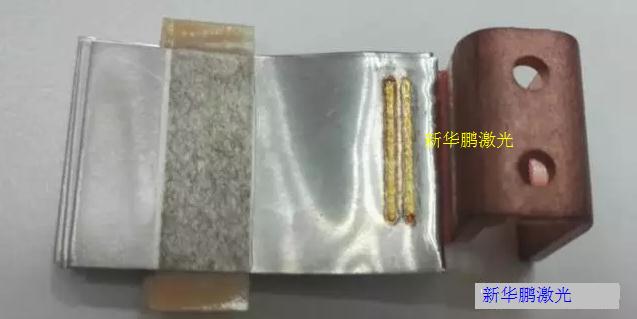
4片铜镀镍极耳焊接在铜极柱上 |
|
|
功率 |
2400W |
|
厚度 |
1mm,4层 |
|
速度 |
100 mm/s |
|
4片铝极耳焊接在铝极柱上 |
|
|
功率 |
1600W |
|
厚度 |
1mm,4层 |
|
速度 |
100 mm/s |

案例总结:
使用夹具后,焊接效果相对较好。
本次焊接是一条焊缝一条焊缝分开焊接。
通过测试可以发现,影响焊接效果的最大因素是极耳是否被压紧。
压紧后的焊接效果明显好于没有压紧的效果。
同时也说明了激光焊接任何材料时都需要保证材料间的距离需要在合适的范围内,过大过小都会影响焊接效果,特别是对于深熔焊的加工,过小间隙会让焊接时产生的气体无法及时排放,产生气孔,而过大则会焊透影响工艺质量。
上一个:
动力电池模组PACK激光焊接工艺解决方案
下一个:
动力电池焊接的工艺难点分析
上一个:
动力电池模组PACK激光焊接工艺解决方案
下一个:
动力电池焊接的工艺难点分析
