

方案参考-电池顶盖侧焊激光焊接自动化生产线解决方案
- 发布时间:2021-10-26
- 访问量:317
方案参考-电池顶盖侧焊激光焊接自动化生产线解决方案
一、客户要求
1、设备要求
要求做一条生产线,用于方形动力电池入壳后的自动传输,自动焊接封口、电池自动传输、自动绝缘电阻测试、自动气密性检测、自动打条码。焊接后产品表面要求平整、焊接牢固、无虚焊。焊接电池如下图所示。

2、来料状态
(1)电芯入壳,保持架与盖板下端面贴紧重合;
(2)盖板四周与壳体周边吻合;
(3) 来料材质:AL
(4)来料尺寸
二、来料要求:
1、宽度尺寸精度<±0.1mm;
2、厚度尺寸精度<±0.1mm;
3、盖子和壳体配合良好
三、技术方案:
3.1、方案采用两台焊接机进行焊接,两台检测机进行检测,一条流水线进行电池的传输,流水线分为若干流道,设备总体外形图如图1所示,机器外形尺寸11000mmX2500mmX2000mm(长X深X高);
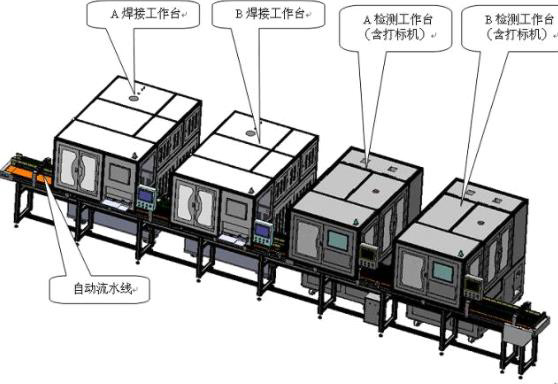
图1 设备总体外形图
3.2、焊接方案简介
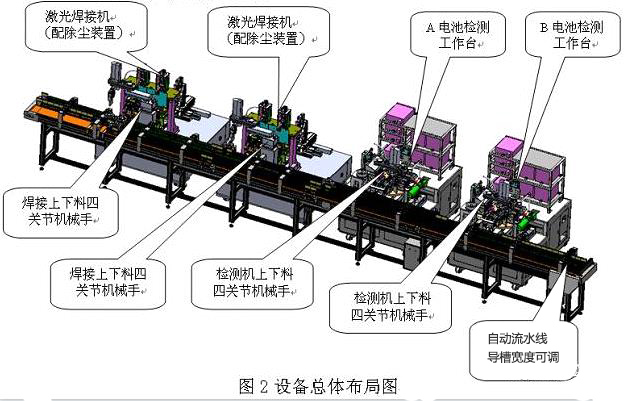
针对动力电池盒体及端盖的焊接要求,本方案由激光焊接机,电池检测机,在线打标机,自动流水线等单元构成。其功能是依次完成电池的焊接,短路测试,气密性测试,电池打标,NG品自动剔除等相关工序。
激光焊接机由激光器,激光焊接头,XYZ三轴数控轴,旋转夹具,二工位驱动轴,随动机构,四关节机械手上下料等各两套构成,其主要作用是:采用双工位上料方式上料,一次性完成方形电池的四面焊接。
电池检测机由短路测试组件,气密性测试组件,转盘组件,四关节机械手上下料,在线激光打标等机构组成,其主要作用是:将流水线上焊接完成后的电池夹持到转盘组件上的夹具中,依次对其进行短路,气密性检测,对合格产品进行打标,并在检测打标完成后将良品与不良品放入流水线相应的轨道中。
打标机带调整机构,可调整到合适打标位置。
自动流水线由板链,轨道,挡板,定位气缸,储料气缸等构成,其主要作用是带动电池到相应的位置,并具有储料功能。
本方案的显著特点是:
1、焊接采用两套光纤激系统进行焊接,分为在A、B两个焊接工作台,两个工作台都有两个焊接工位,提高焊接效率;
2、两个焊接工作台各配备一台四关节机械手上下料,两工位进出料,提高送料效率,焊接区域与上料区域完全分开,保证操作人员的人身安全;
3、设备配置A、B两台检测机,采用四关节机械手来进行上料和下料,提高检测效率;
4、配置烟尘处理系统,有效防止烟尘污染。
3.3、设备总体布局图(如图2)
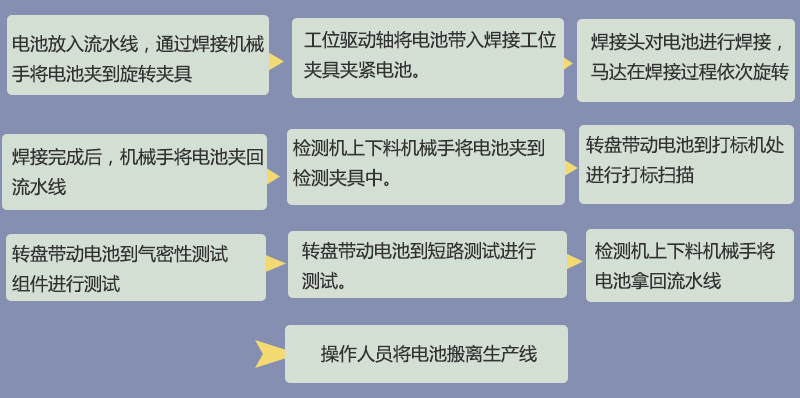
3.4、工作流程图(如图4)
四、设备功能简介
1、 传输拉带
-传输拉带用于实现入壳后的电池立放传输到焊接、检测工位,长度为11000mm;
-拉带有限位装置,有缓存区,用于存放电池;
-上、下料缓存区能够存储的电池数量≥10支;
-拉带容易保养、维修;拉带设计合理,避免电池在运输过程中出现刮伤现象;
-拉带分为多条,用于传输各分项电池。
2、 焊接工作台
- 用于实现自动抓取传输拉带暂存区的电池,自动完成电池焊接;
-焊接前进行CCD监测焊缝间距,合格后方能焊接,实时监控到焊缝的焊接情况,CCD捕捉定位系统精度≤±0.05mm;
-激光对检测后的电池进行焊接封口,平均焊接速度≥40mm/s,焊接熔深0.4~0.7mm,熔宽0.8~1.2mm;
-焊接后焊缝无坑洼,焊缝美观,焊缝变形量≤0.5mm;
-激光有防护,防止光污染;
-设备配备排烟除尘功能机构,除去焊接过程中产生的烟尘,除尘管道防火、防爆。
-焊接夹具所有动作均由气缸实现,电池放入夹具后自动夹紧,输送轴把夹具传输到焊接位置,CCD检测焊缝间距合格后进行焊接,夹具设计合理,方便可调。
-设备能实现自动和手动功能,能够实现对电池进行补焊。
3、检测工作台
-用于焊接后电池的自动扫码、短路测试、气密性检测,并实现电池条码信息和对应短路测试、气密性测试信息的绑定接收处理;
-机械手自动将电池由传输拉带送至检测工作台,夹具自动紧固电池;
-检测夹具一次性可放多个电池,电池夹紧采用弹簧夹紧方式,夹具采用气缸打开方式;
-短路测试、气密检测仪设有人机界面,通过界面操作实现对短路及气密性检测装置的控制,测试OK时,电池自动传送至下料暂存区,测试NG时,不合格品通过拉带传送收集;
-气密性检测仪测试嘴自动对准电池注液孔,对其进行抽真空;
-短路测试、气密性测试数据与条形码、二维码一一对应,配备一台工控机,数据存储至工控机,并可通过接口导出;
五、整线设备动作流程:

六、设备整线主要配置:
1、主体尺寸(长×宽×高)11000×2600×2000(mm)
2、2个激光器
3、2个冷水机
4、4个工作台:
焊接机尺寸:1650×2600×2000(mm)(两台焊接机)
检测机尺寸:1700×2600×2000(mm)(两台检测机)
5、最大耗电量:55KW
6、压缩空气用量:空气用量≥500L/min,空气压力≥0.8MPa
7、真空用量:60L/min(设备配置真空源,采用无油真空泵,并配备粉尘过滤器。)
8、氮气用量:≤50L/min(焊接头吹气用)
9、用水量:冷水机需要用水,客户只需提供大约6桶达到饮用水标准的桶装水即可, 一月更换一次。
七、机器主要配置
1、CCD工业相机
2、CCD光源
3、DD马达
4、运动模组
5、伺服电机
6、四轴平移机器人
7、工控机及显示器
8、气密性检测仪
9、绝缘电阻测试仪器
10、真空泵
12、除尘系统
13、光纤激光器
14、冷水机
15、激光头
16、传输光纤
17、焊接工作台
18、检测工作台
19、气缸
20、夹持气缸
21、感应开关
22、电器元件
23、交流电机
24、变频器
25、轴承
26、PLC
八、主要部件材质清单(加工件)
1、铝型材A6063-T6
2、钣金件(冷轧板,厚度1.5、1.0、2.0)
3、工作台面板
4、底座
5、机架(方钢)
6、电池长边夹紧板
7、电池短边夹紧板
8、焊接夹具调整板
9、焊接夹具零件
10、检测夹具定位板
11、检测夹具夹紧板
12、检测夹具零件
13、转盘
14、轴类零件
15、缓冲零件(聚氨酯)
16、夹具固定台面板
17、DDR马达安装板
18、观察窗(茶色亚克力)
19、绝缘累零件(环氧树脂)
20、阻挡气缸安装板
21、阻挡板类(挡电池)
22、流水线电池导向条
23、板链
24、链轮
25、导轨、滑块固定板
26、产品定位板(焊接部分)
九、方案主要参数:
整机功耗:55kw
打标范围:100mmX100mm
使用气体:压缩空气
额定压力:0.7MP
流量需求:1 m3/min
氮气或氩气纯度99.5%-99.999%
流量需求: 0.06 m3/min
电气要求:
额定输出电压:380V
电压频率:50Hz
三相电压的稳定度:+5%
容量:45KW
整机尺寸:11000mmX2500mmX2000mm(长X深X高)
9.1、传输光纤(以IPG激光器为例)
IPG公司生产的激光器通常都是自带传输光纤,本次货物也不例外,同样也是IPG激光器自带标配的原装光纤。
9.2、焊接头的特点如下:
1、适用于所有高辐射质量的固体激光
2、适用于较高激光功率
3、借助高品质的光学系统实现稳定的焊接
4、光学系统设有防污保护
5、可扩展过程监控
9.3、激光焊接头主要参数如下表
1、可承载的最大激光功率(6 kW)
2、瞄准焦距(可选75 mm、100 mm、125 mm、150 mm)
3、聚焦焦距(120 mm~250 mm)
4、质量
5、尺寸(标准模块)50 x 50 mm(边缘尺寸)
9.4、SCANLAB的扫描振镜的主要参数如下:
重复性:<>μrad
零点漂移:30μrad/k
增益漂移:80ppm/k
扫描角度:±0.35rad
增益误差:<>±0.01
接口:
模拟模式:±4.8V
数字模式:XY2-100
工作温度:25℃±10℃
十、易损耗材
1、焊接保护镜片:镜片 ф30mm*1.5mm/,垫圈ф28mm*1mm
2、打标保护镜片
3、烟尘过滤网
4、短路测试探针
5、气密性吸嘴
6、气动夹爪
